
텐트 폴 제작 공정 시리즈의 4번째 시간입니다. 지난 3편에서 정밀한 사이징을 마친 인발 파이프는 겉모습은 완벽할지 몰라도, 아직은 우리가 원하는 ‘초고강도’와 ‘탄성’을 갖추지 못한 상태입니다. 이 파이프에 숨겨진 물리적 잠재력을 끌어올리기 위해서는 금속 내부의 조직을 완전히 재구성하는 열처리(Heat Treatment) 공정이 필수적입니다.
현존하는 최고 강도의 알루미늄 합금인 7001은 일반적인 6061 소재와는 그 궤를 달리하는 정밀한 열처리 시퀀스를 거칩니다. 오늘은 그 핵심인 용체화, 급냉, 교정, 그리고 인공시효에 이르는 과정을 현장의 시각에서 깊이 있게 다뤄보겠습니다.
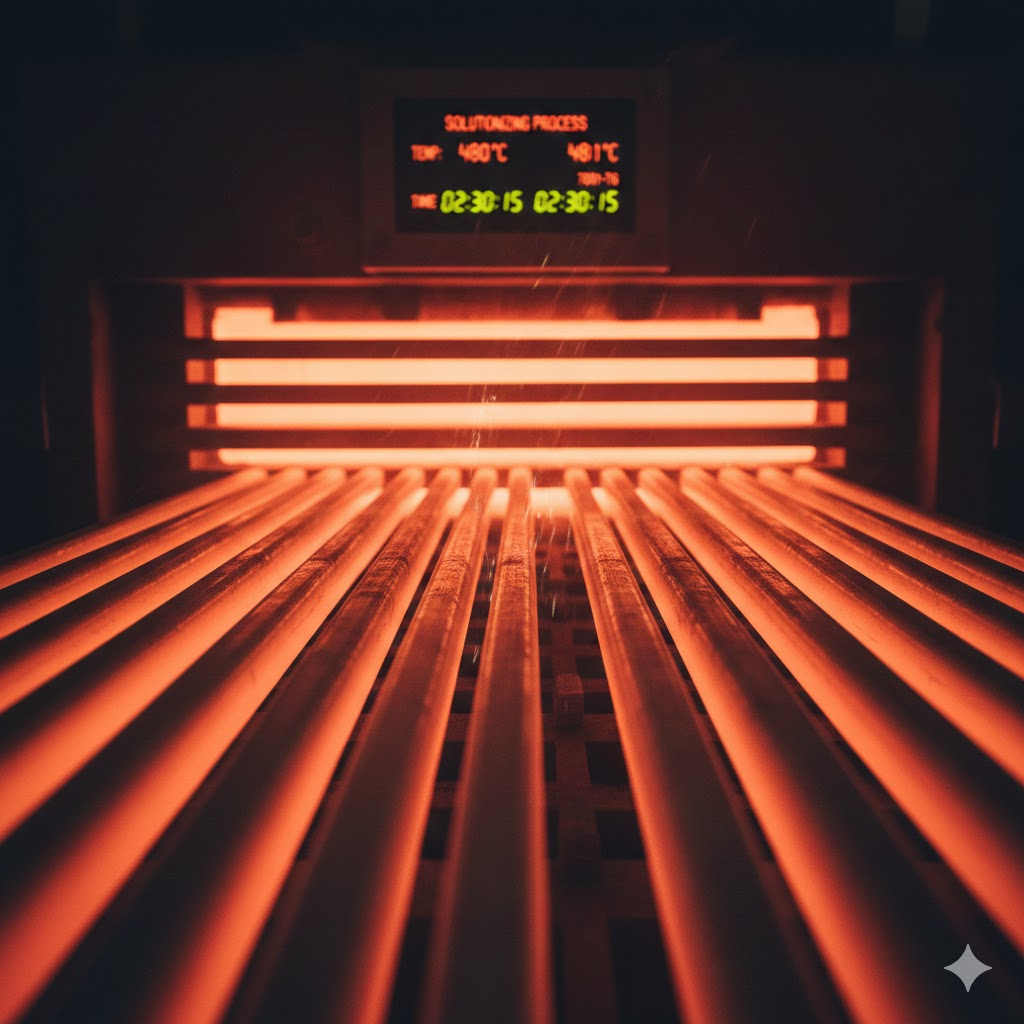
1. 용체화 처리(Solution Treatment): 합금 원소의 봉인과 문 닫기
인발이 끝난 7001 파이프를 요구되는 물성 수준으로 끌어올리려면 가장 먼저 ‘고용(Solid Solution)’ 작용을 일으켜야 합니다. 쉽게 설명하자면, 알루미늄 결정립 사이사이에 흩어져 있거나 뭉쳐 있는 아연(Zn), 마그네슘(Mg) 등의 합금 원소들을 고온에서 녹여 기지 조직 안으로 밀어 넣는 과정입니다.
고온 유지와 확산의 미학
7001 소재의 고용을 위해 우리는 보통 **450~500℃**의 고온 챔버에서 2~3시간 동안 열을 유지합니다. 이 조건은 파이프의 외경이나 두께에 따라 미세하게 조정되는데, 단순히 열을 가하는 것이 아니라 원소들이 충분히 확산되어 알루미늄 조직 안으로 ‘스며들 수 있는 시간’을 주는 것입니다.
냉각의 핵심, ‘시간과의 싸움’
용체화에서 가장 중요한 것은 고온에서 유지된 원소들이 다시 밖으로 새어 나오지 못하게 ‘문을 닫아버리는 것’입니다. 이를 위해 고온 상태의 소재를 수 초 내에 실온으로 급격히 냉각시켜야 합니다. 만약 이 타이밍을 놓치면 고용되었던 원소들이 입계로 석출되어 우리가 원하는 물성을 얻을 수 없게 됩니다.
수냉(Water Quenching)의 비밀: 왜 오일을 섞는가?
워낙 고온인 파이프를 차가운 물에 바로 넣으면 표면에서 물이 끓어오르는 **기화 현상(Leidenfrost effect)**이 발생합니다. 이 기포 막은 소재와 물 사이의 열전달을 방해하여 냉각 속도를 떨어뜨립니다. 이를 방지하기 위해 현장에서는 냉각수에 소량의 오일을 첨가하거나, 아예 유냉(Oil Quenching) 방식을 택하기도 합니다. 오일은 기포 발생을 억제하고 균일한 냉각 속도를 보장하여 소재의 품질을 안정시킵니다.
2. 교정(Straightening): 열충격을 견딘 파이프의 진직도 확보
급격한 수냉 처리를 거친 7001 파이프는 엄청난 열충격(Thermal Shock)을 받습니다. 이 과정에서 파이프는 마치 살아있는 생물처럼 삐죽삐죽하게 휘어버리는데, 이를 다시 완벽한 일직선으로 펴주는 과정이 바로 교정입니다.
교정의 골든타임: 1~2시간의 법칙
교정에서 가장 중요한 것은 ‘진직도’ 그 자체보다 **’언제 하느냐’**입니다. 용체화와 급냉 직후의 7001 소재는 원소들이 고용된 채로 ‘얼어붙은’ 상태라 상대적으로 성형성이 좋습니다. 하지만 상온에 머무는 동안에도 눈에 보이지 않는 **자연 석출(Natural Aging)**이 실시간으로 진행됩니다.
시간이 지날수록 소재의 강도와 탄성이 올라가기 때문에, 이 골든타임을 놓치면 다음과 같은 문제가 발생합니다.
- 파손 위험: 탄성이 너무 높아진 상태에서 무리하게 힘을 가하면 교정 중 파이프가 터지거나 깨질 수 있습니다.
- 형상 복구(Spring-back): 원하는 형태로 교정을 마쳐도 소재의 높은 탄성 때문에 다시 원래의 휜 모양으로 돌아가려는 성질이 강해집니다.
경험상 1~2시간 이내에 교정을 완료하는 것이 가장 이상적이며, 이는 후속 공정인 인공시효의 퀄리티와도 직결됩니다.
롤러 교정의 디테일
교정은 주로 롤러 교정(Roller Leveling) 방식을 사용합니다. 이때 파이프 표면에 스크래치를 내지 않으면서도 강력한 압력을 전달하기 위해 롤러의 소재는 **우레탄(Urethane)**이나 **스테인리스(SUS)**로 제작됩니다. 명품 텐트 폴의 매끄러운 표면은 이 교정 단계의 섬세함에서 결정됩니다.
3. 인공시효(Artificial Aging): ‘T6’라는 칭호를 얻는 마지막 단계
교정까지 끝난 파이프는 이제 마지막 관문인 시효(Aging) 단계로 들어갑니다. 우리가 흔히 부르는 ‘7001-T6’에서 T6가 바로 이 인공시효 처리가 완료되었음을 뜻하는 기호입니다.
자연시효 vs 인공시효
- 자연시효: 상온에서 서서히 원소가 석출되기를 기다리는 방식입니다. 시간이 너무 오래 걸리고 물성 제어가 어렵습니다.
- 인공시효: 목적에 맞는 강도와 양산성을 확보하기 위해 상대적으로 저온(약 120~150℃)에서 인위적으로 열을 가해 석출 작용을 가속화하는 방식입니다.
[7001-T6 열처리 공정 핵심 비교 및 체크리스트]
| 구분 | 용체화 (Solutionizing) | 급냉 (Quenching) | 교정 (Straightening) | 인공시효 (Aging) |
| 주요 온도 | 450~500℃ | 상온 (냉각수) | 상온 | 120~150℃ |
| 처리 시간 | 2~3시간 유지 | 수 초 내 즉시 냉각 | 냉각 후 1~2시간 이내 | 업체별 최적화 시간 |
| 핵심 목적 | 합금 원소의 균일한 고용 | 과포화 상태 고정 | 진직도 확보 및 응력 제거 | 최종 석출 강화(T6) |
| 실패 시 결과 | 강도 부족 및 조직 불량 | 물성 저하 (기화 현상) | 파단 혹은 형상 복구 | 과시효에 의한 연성 저하 |
시효 조건은 각 제조사마다 쌓아온 데이터와 ‘입맛’에 따라 조금씩 다릅니다. 이 과정을 통해 알루미늄 기지 조직 표면으로 다시 올라온 미세한 원소들이 금속의 변형을 막아주는 ‘버팀목’ 역할을 하게 되며, 비로소 우리가 아는 초고강도 7001-T6 텐트 폴이 탄생합니다.