
1. The Heart of Tent Pole Manufacturing: What is ‘Extrusion’?
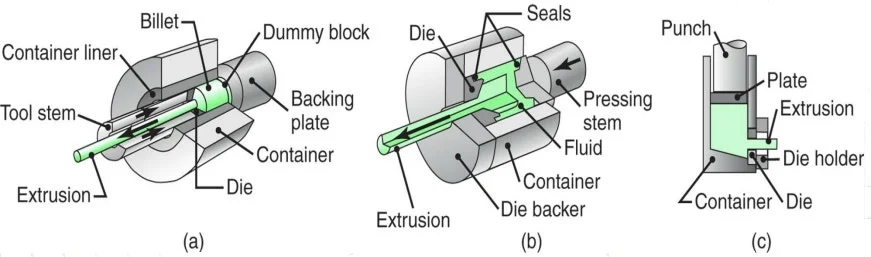
The journey of the lightweight yet incredibly durable tent poles we rely on at camp begins with ‘Phase 1: Extrusion.’ In simple terms, extrusion is a fabrication process where raw metal is forced under immense pressure through a shaped orifice, known as a Die, to produce long, hollow pipes.
In the factory, the raw material is called a ‘Billet.’ These cylindrical aluminum blocks are cut to specific lengths based on their intended use. This isn’t just for convenience; it’s the result of rigorous calculations designed to minimize raw material waste (scrap) and ensure uniform quality across the entire production line.
However, you cannot simply shove a solid billet into a machine and expect a pipe to emerge. The aluminum must undergo a critical ‘Pre-heating’ phase to reach a plastic state, allowing it to flow smoothly. The precision of this temperature control determines the success or failure of the entire process.
2. The Art of Temperature and Pressure: From 50mm Billet to 10mm Pipe
When a properly pre-heated billet is loaded into the extrusion press and pushed with hundreds of tons of force, a remarkable transformation occurs. The solid aluminum, heated near its melting point by friction and pressure, becomes flexible and is forced through the die, transforming a 50–70mm thick billet into a 10–20mm thin hollow pipe.
The most critical factor here is detailed thermal management. It’s not just about heating the machine; technicians must separately monitor and control the temperatures of the Die (the hole through which material passes), the Container (which holds the die), and the entry and exit points of the press. If this thermal balance is lost, the lifespan of the die is drastically shortened, and microscopic cracks may appear on the pipe’s surface.
Furthermore, the role of the ‘Release Agent (Lubricant)’ cannot be ignored. While graphite-based lubricants prevent the aluminum from sticking to the machinery, excessive use can cause surface defects. A skilled engineer’s ability to precisely calibrate this application is essential for a flawless finish.
[Checklist] Key Management Points for Successful Extrusion
- Billet Pre-heat Temp: Maintaining optimal heat to prevent grain structure deformation.
- Ram Speed: Balancing production efficiency with superior surface finish.
- Die Temperature: Precision pre-heating to account for thermal expansion.
- Lubricant Residue: Preventing quality degradation caused by excessive graphite.
3. 7000 vs. 6000 Series: Why the Process Varies by Material
While many campers are familiar with terms like ‘7075’ or ‘6061’, few understand the vast difference in how they are extruded. To put it simply: 7000-series requires a ‘Mandrel’ process, whereas 6000-series offers more flexibility.
7000-series aluminum boasts ultra-high strength but suffers from very poor weldability. If the material splits during extrusion, it will not fuse back together. Therefore, to create a hollow center, a ‘Mandrel’—a shaft that penetrates the center of the die—must be pushed in from behind. This allows the production of a hollow pipe by maintaining a solid core during the flow.
On the other hand, 6000-series aluminum has excellent weldability. It is produced using a ‘Porthole Die’ system. Instead of a mandrel, a structure is built into the die center to form the hollow shape, held in place by ‘Bridges.’ As the aluminum passes through these bridges, it momentarily splits and then naturally “welds” itself back together immediately after passing through.
This is why you can often see a ‘Seam Line’ on the inner surface of 6000-series pipes. Because this seam is naturally a point of structural vulnerability, 6000-series poles tend to be larger and thicker than their 7000-series counterparts. This is also why high-end 7000-series poles emphasize being ‘Seamless.’
[Comparison Table] Extrusion Characteristics by Alloy
| Category | 7000-Series (High-End) | 6000-Series (Standard) |
| Key Characteristics | Ultra-High Strength, Low Weldability | Great Workability, High Weldability |
| Extrusion Method | Mandrel (External Shaft) | Porthole (Internal Bridge) |
| Seam Line | Seamless (None) | Present (Seam Line) |
| Manufacturing Difficulty | Very High (Requires Precision) | Moderate |
| Primary Use | Professional Tent Poles, Aerospace | Recreational Poles, Construction |
4. The Professional’s Metric: Calculating the Extrusion Ratio
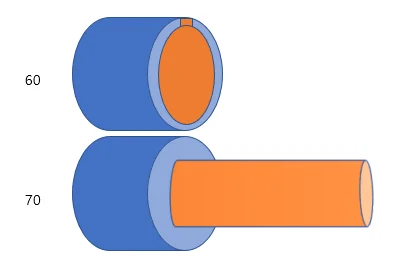
The difference between a generic factory and a premium manufacturer lies in their approach to the ‘Extrusion Ratio.’ This ratio is defined as the cross-sectional area of the raw billet divided by the cross-sectional area of the final extruded pipe.
In professional tent pole production, an Extrusion Ratio of approximately 30 is considered the “Golden Ratio.” If the ratio is too low, the metal grain does not become dense enough, resulting in lower strength. If it is too high, the machine undergoes excessive load, leading to rapid die wear. True technical expertise lies in optimizing the billet size and die design to hit this perfect ratio.
5. Conclusion: Detail-Oriented Knowledge Defines Quality
Since extrusion is a “hot-working” process, achieving perfect dimensions immediately after the press is difficult. However, any Thickness Eccentricity (uneven wall thickness) created during this stage will persist through the next phase, ‘Drawing.’ If the wall is uneven, stress will concentrate on the thinner side when the tent is pitched, eventually causing the pole to split or shatter.
Ultimately, quality stems from deep process knowledge and data-driven analysis. It is not just about running a machine; it is about understanding material science, mandrel positioning, and the minute adjustment of extrusion ratios. This “one-percent difference” in detail is why global brands continue to seek out premium manufacturing expertise.
Did you find this insight into the world of manufacturing interesting? In my next post, I will cover the ‘Drawing Process,’ where we control the precise outer diameter and wall thickness to finalize the product.
“Curious about the physical properties of each aluminum alloy? Here’s a resource I highly recommend
Wondering how different pole materials stack up against each other? Check out our comparison guide